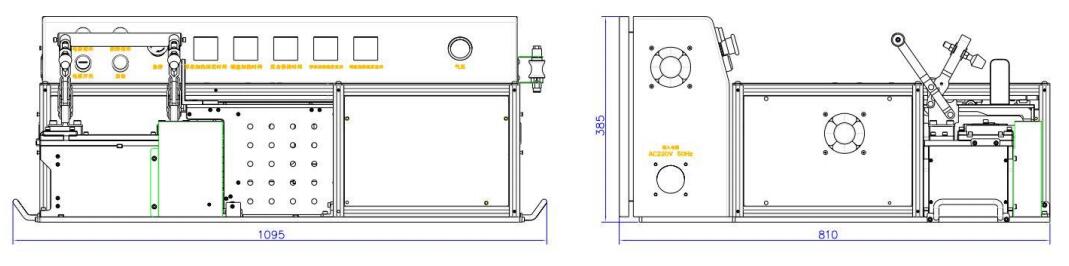
Polycarbonate Pool Cover Welding Machines
Kontras Teknologi Sealing Antarane Landy Lan Liyane
| Merk | Landy | Liyane | Liyane |
| Proses | Proses leleh panas suhu dhuwur | Proses welding frekuensi dhuwur | Proses sealing lem |
| Wektu pangolahan | Proses panas-leleh suhu dhuwur, wektu pendinginan cendhak, mung 10 detik | Proses welding frekuensi dhuwur, wektu cooling cendhak, mung 10 detik | Didandani kanthi nyuntikake lem, wektu curing dawa, luwih saka 10 jam |
| Estetika | Mung siji baris ing titik welding, rapi lan ayu | Rapi lan ayu | Jumlah lem sing disuntikake angel dikontrol lan duweni efek sing sithik ing estetika |
| Efek sealing | Welding kuwat, ora looseness, ora ana banyu ingress | Gampang looseness lan banyu mlebu | Gampang abuh lan nyebabake slats retak lan banyu gampang mlebu |
| Antibakteri | Sealing kuwat, ora ana kelembapan ing njero, properti antibakteri sing apik | Gampang mlebu banyu lan berkembang biak mikroorganisme | Gampang mlebu banyu lan berkembang biak mikroorganismet Lem dadi jamur amarga mikroorganisme |
| Fenomena tuwa | Tambah agen anti-tuwa, anti kuwat-tuwa | Gampang kanggo mlebu banyu lan cepet tuwa | Lem gampang tuwa lan kuning, mengaruhi tampilan lan efek sealing |
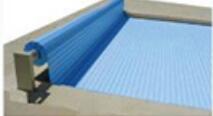
| Gambar |
|
|
|
| Komprehensif Asseument | ★★★★★ | ★★★ | ★★ |


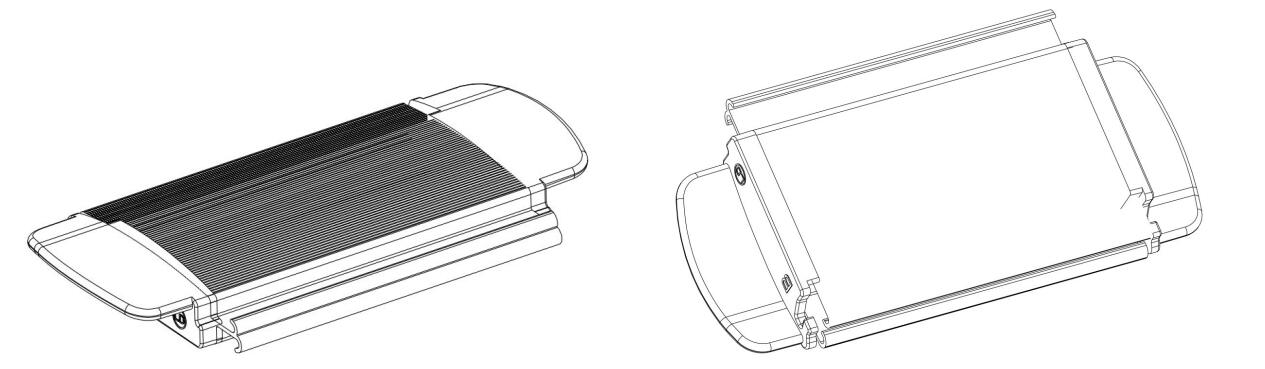
Rincian babagan mesin penyegel panas



Ukuran slat (mm)
1. toleransi nglereni slat (kanggo dawa): L1 mm
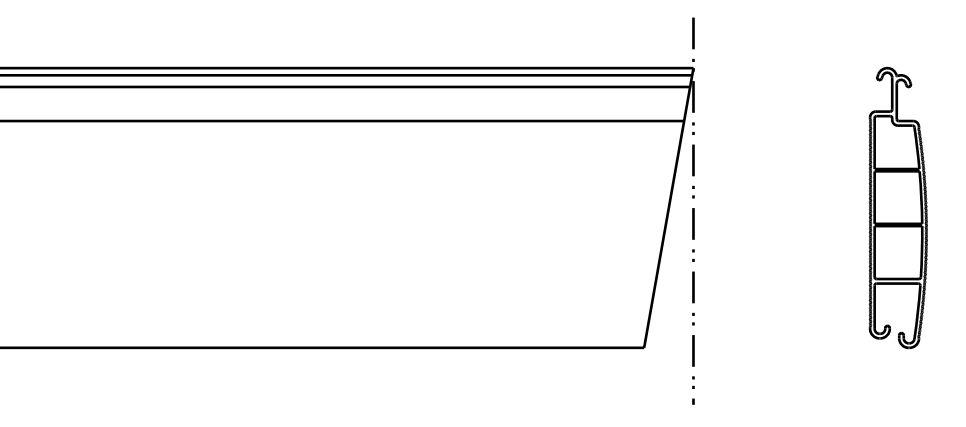
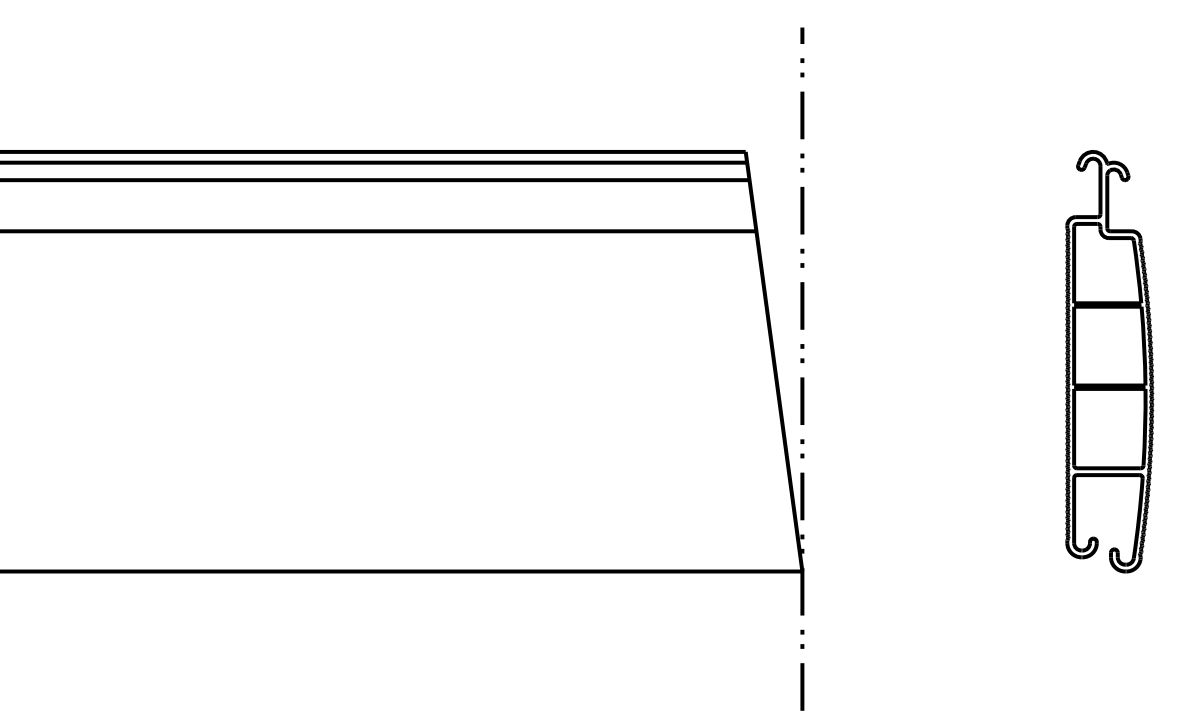
2. profil nglereni slat kudu warata, yen ora, minangka gambar ing ngisor iki nuduhake, iku bakal mengaruhi welding efek, kang bakal kasil bagean welding antarane slat lan mburi ora tenan cukup, lan gampang kanggo bocor banyu.


3. sawise nglereni, kudu kudu ngresiki pecahan ing lan metu saka slat
Welding kanggo slat lan mburi
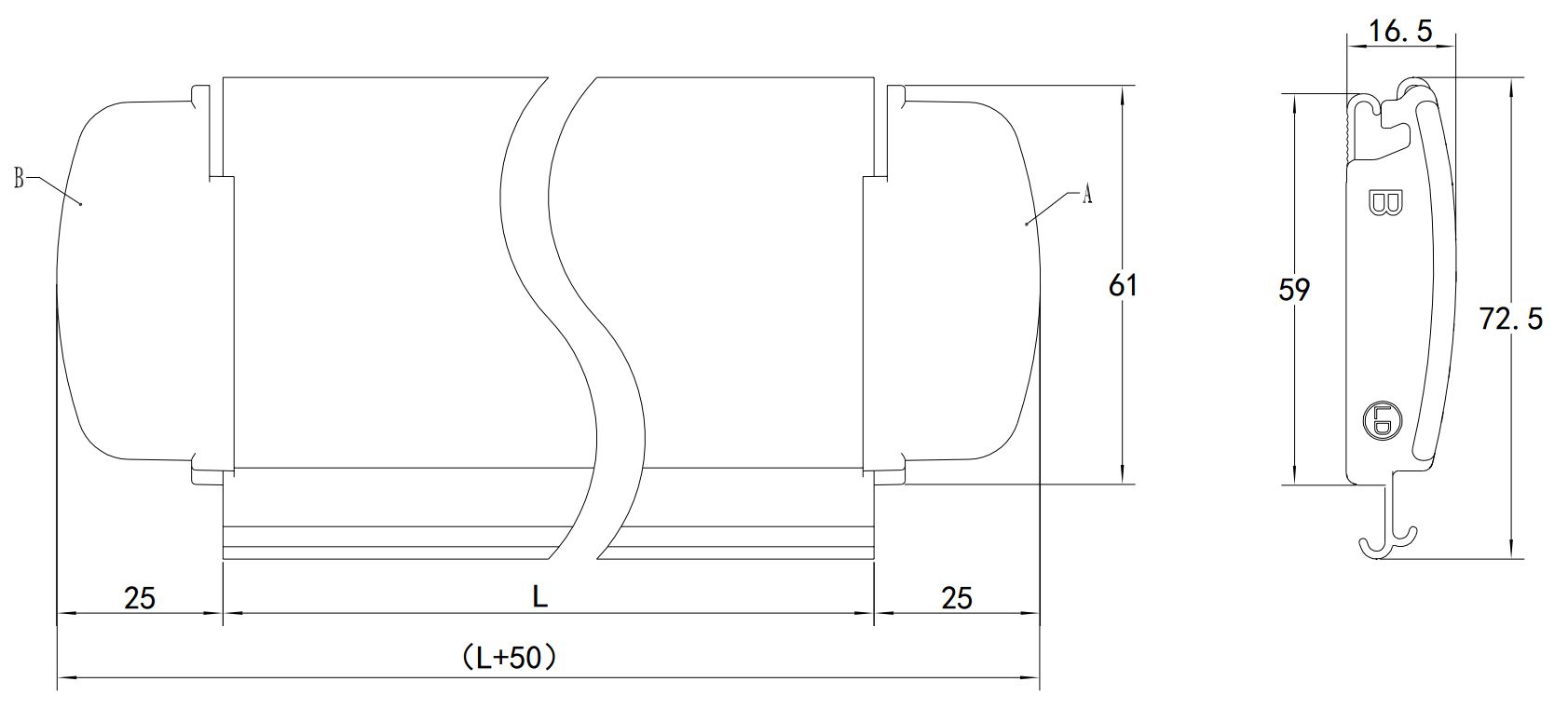
1. ukuran kanggo finishing welding (mm)
2. Test kekuatan welding saka Déwan welding antarane slat lan mburi, test tightness banyu
Frekuensi deteksi: inspeksi potongan pisanan, inspeksi sampling biasa sajrone produksi
Cara deteksi:
① Kekuwatan welding: Copot bagean welding kanthi kuat kanggo ndeleng apa pungkasane ngeculake lan tiba;
② Tes kenceng banyu: Lebokake bagean welding menyang banyu lan rendhem sawetara wektu.Priksa kanthi visual apa ana banyu ing slat.
3. welding Déwan minangka gambar nuduhake